
Fabrication d'un anneau de remise à zéro d'une Curta
(Curta learing lever - Curta Löscherhebel - Curta Löschergriff)
* Toutes les photos peuvent être agrandies en cliquant dessus.

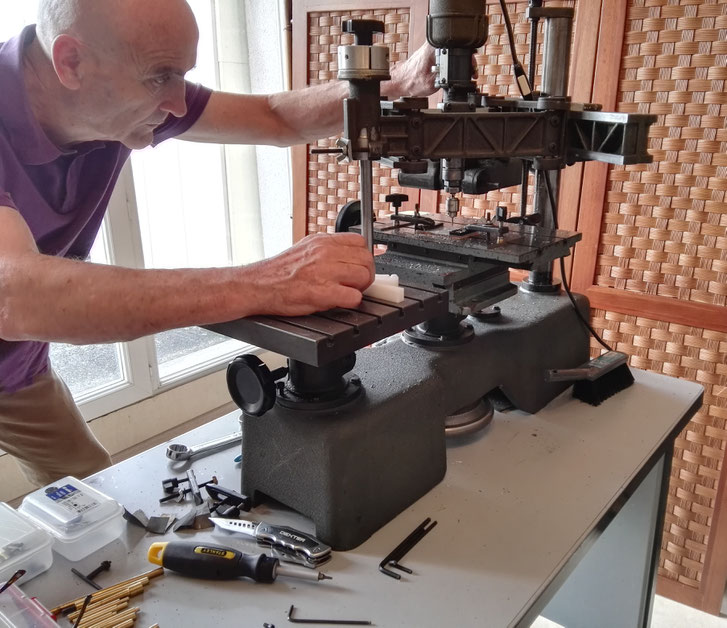
Pantographe Scripta.

Plans, procédures et gabarits pour les trois types d'anneaux.
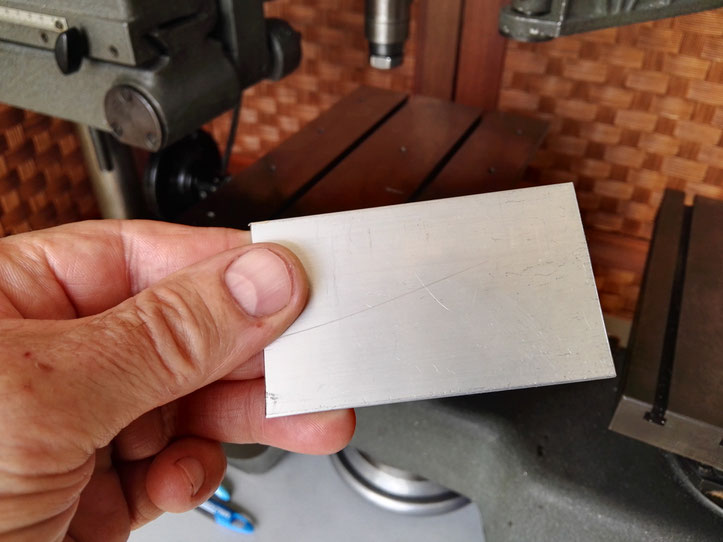
Plaque d'aluminium.

Gabarit au rapport x4 pour un anneau de type I.

Pose d'une plaque martyr en bois.
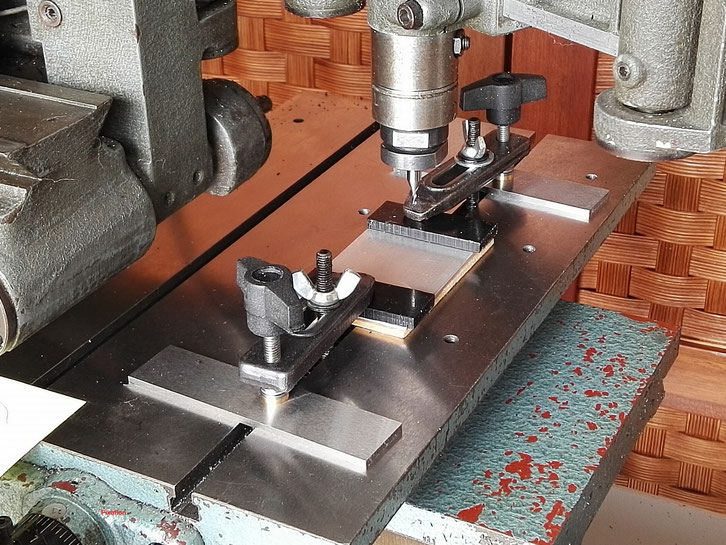

Début du travail par copie du gabarit.

Détourage.

Fin du détourage principal.

Montage d'un quart de rond.

Fin de la taille au quart de rond.

Perçage du trou d'axe de rotation.

Perçage du trou de fixation.

Fraisage de la gorge de dégagement.
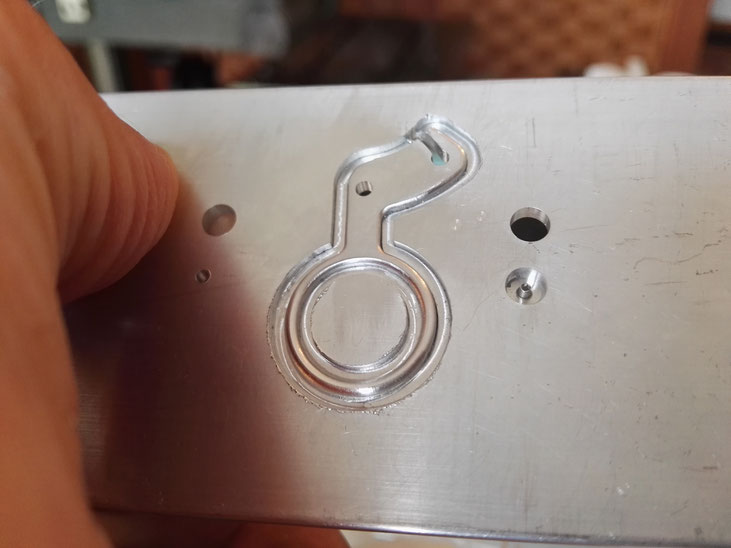
Face inférieure terminée.

Démontage du gabarit.

Retournement.

Retournement de la plaque.

Détourage.

Fin du détourage, en ayant laissé un moyen de tenue.

Montage d'une fraise à surfacer.

Mise à l'épaisseur.

Montage du quart de rond.

Usinage des ronds de la face supérieure.

Pièce terminée.

Découpe finale.






Montage pour l'usinage de la pente de verrouillage du cliquet.

Usinage de la pente.

Résultat.


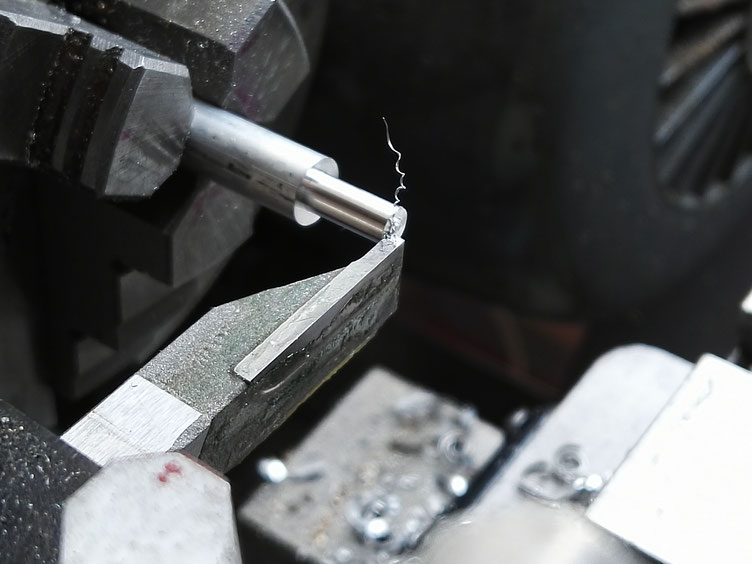
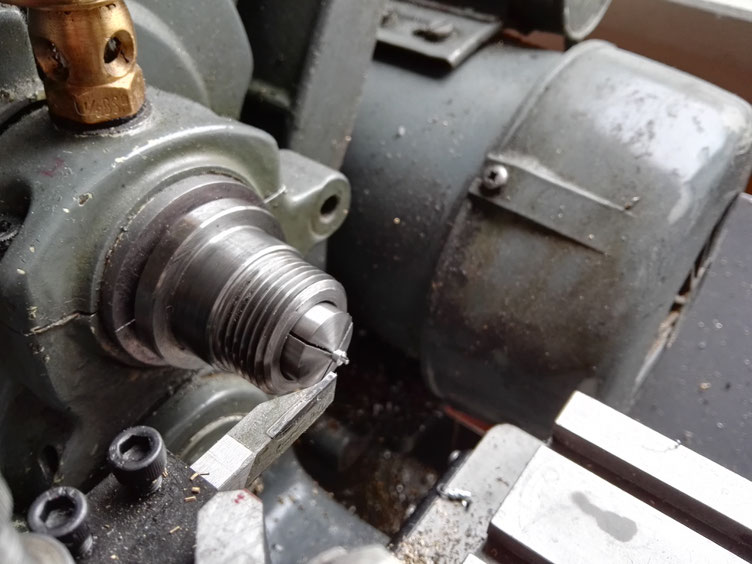
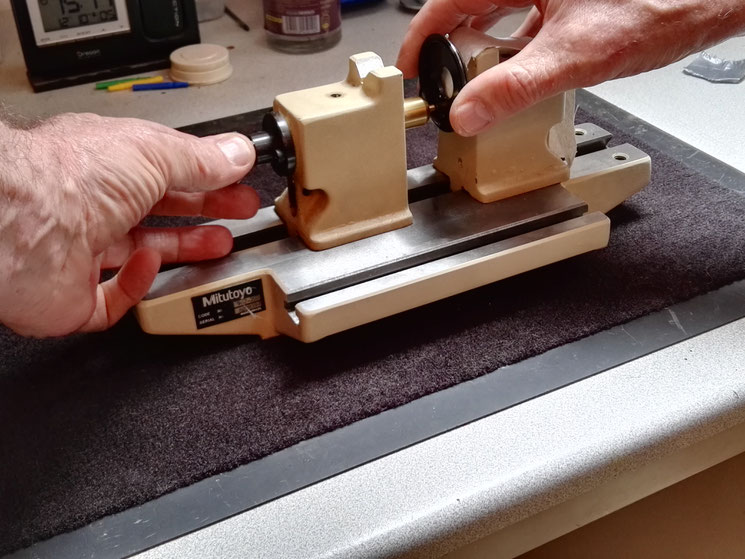
Usinage d'un axe au tour Myford.






Axes pour types I et II avant anodisation.


Polissage des anneaux à la toile de plus en plus fine.

Pièces prêtes pour l'anodisation (trois anneaux et quatre axes de type I, et un anneau et deux axes de type II).

Fixation des quatre anneaux et des six axes dans un montage au titanium.

Test de continuité électrique.

Poste d'anodisation.

Passage très rapide dans un bain de soude caustique.

Rinçage.

Trempage dans de l'eau distillée.

Pose dans le bain électrolytique et branchements.

Mise sous tension.

Pose du montage dans un bain de colorant.

Chauffe.

Sortie du bain.

Trempage dans l'eau bouillante pour colmater.



Rinçage.

Démontage.






L'anneau avec son axe.
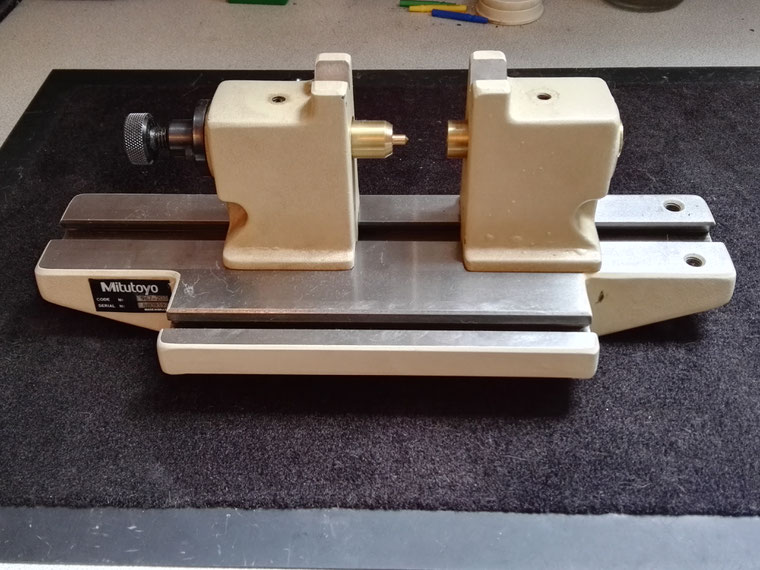
Appareil à sertir.
Sertissage.
